News

Questions Covered in This Guide
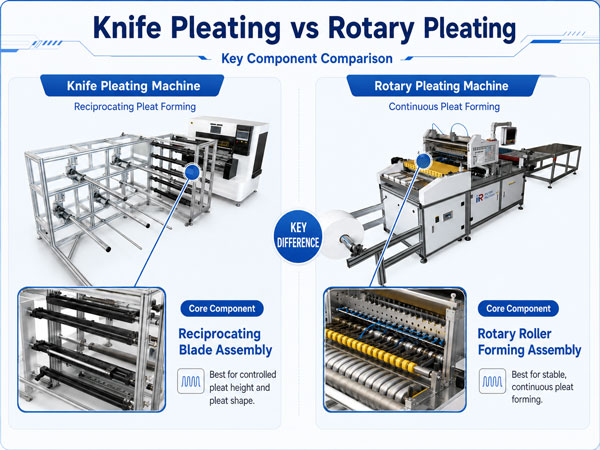
Knife pleating uses blades to form controlled folds, while rotary pleating uses rollers for continuous pleats. The right method depends on media, pleat height, and product type.
The main difference is how the media is folded. Knife pleating forms pleats through a blade or knife movement, so it is often used when the pleat height, fold shape, or product size needs more adjustment. Rotary pleating uses rotating rollers, gears, or drums to form pleats continuously, so it is more suitable when the media and pleat specification stay stable.
| Comparison Point | Knife Pleating | Rotary Pleating |
|---|---|---|
| Folding Method | Blade or knife movement pushes the media into controlled folds. | Rollers, gears, or drums continuously feed and fold the media. |
| Adjustment | Better for changing pleat height, product size, or material type. | Better for repeated production with stable pleat specifications. |
| Typical Production Situation | Many product models, different media thicknesses, or deeper pleats. | Single or similar media, fixed pleat depth, and continuous output rhythm. |
The difference becomes clearer when it is placed into real filter production. The same pleating method may not suit every filter, because the media, pleat depth, and later assembly process are different.
| Filter Example | Production Situation | More Suitable Method | Reason |
|---|---|---|---|
| Cabin Filter with Activated Carbon Layer | Multi-layer media, carbon layer, compact size, frequent model changes. | Knife pleating is often more practical. | The media layer can be thicker or less uniform, so controlled feeding, tension, and pleat height adjustment matter more. |
| Standard Engine Air Filter Paper | Single-layer filter paper, repeated pleat shape, stable product size. | Rotary pleating can be suitable. | The media and pleat pattern are relatively stable, so continuous roller forming can keep a regular production rhythm. |
| HEPA Mini-Pleat Filter | Fiberglass media, small pleat spacing, hot melt glue separation, strict pack stability. | Neither simple knife nor basic rotary should be chosen blindly. | The key is mini-pleat forming, glue spacing, gentle media handling, and later sealing. The full process matters more than the name of the pleating method. |
| Hydraulic Filter Element | Composite media, possible mesh support, deeper pleats, later end-cap bonding. | Knife pleating may be easier to control. | Stiffer or layered media needs controlled folding force and stable pleat depth before cartridge forming or end-cap assembly. |
| HVAC Panel Filter | Non-woven or synthetic media, standard panel sizes, repeated pleat form. | Rotary pleating or knife pleating may both be possible. | If sizes change often, knife pleating may help adjustment. If the product is stable, rotary pleating may be more suitable for continuous forming. |
Knife pleating is more suitable when the product has changing sizes, deeper pleats, thicker media, multi-layer media, or stricter control over fold shape.
Example: Cabin Filter Models Change Often
A cabin filter factory may produce many vehicle models. If the width, length, and pleat height change frequently, knife pleating is easier to adjust than a fixed rotary forming setup.
Example: Hydraulic Filter Uses Stiffer Media
Hydraulic filter media may include composite layers or mesh support. Knife pleating can help control fold depth and reduce irregular pleat shape during forming.
Example: Deep-Pleat Air Filter
If an air filter needs deeper pleats and a stable pack shape before cutting or frame assembly, knife pleating may give better control over the fold line.
Rotary pleating is more suitable when the media is stable, the pleat height does not change often, and the product needs repeated continuous pleating.
Example: Standard Automotive Air Filter Paper
If the factory runs the same filter paper and similar pleat depth for a long period, rotary pleating can support a continuous and regular folding rhythm.
Example: HVAC Panel Filter with Fixed Size
For standard HVAC panel filters with repeated sizes and similar media, rotary pleating may be suitable because the pleat pattern does not need frequent adjustment.
Example: Single-Layer Media Production
When the media is single-layer and easy to feed continuously, rotary rollers can form uniform accordion-style pleats with less interruption.
Filter media should be tested before choosing the pleating method. The same machine setup may work well for one material but cause wrinkles, tearing, rebound, or uneven pleats in another.
| Filter Media | Real Production Concern | Method Selection Logic |
|---|---|---|
| Filter Paper | Paper may crack, rebound, or form uneven pleats if moisture, stiffness, or heating is not controlled. | Rotary pleating can suit stable paper and fixed pleats. Knife pleating may be better when pleat height changes often. |
| Activated Carbon Cabin Filter Media | Carbon layers may make the media thicker and less uniform than single-layer paper. | Knife pleating is often easier to adjust for different thickness and compact cabin filter sizes. |
| Fiberglass HEPA Media | The media can be delicate and may need small spacing, glue separation, and careful handling. | Focus on mini-pleat process, media protection, and glue spacing rather than only knife vs rotary. |
| Non-Woven Fabric | Soft media may stretch, drift, or wrinkle under unstable tension. | Choose based on tension control and product size. Stable standard products may use rotary; variable sizes may need knife pleating. |
| Mesh or Composite Hydraulic Media | Material may be stiffer, thicker, or layered, and later cartridge forming must stay aligned. | Knife pleating is often considered because fold depth, pressure, and layer control are more important. |
Do not choose only by the machine name. Start from the filter product, then check the media, pleat height, product size, and whether the production is stable or frequently changed.
Practical Selection Logic
In simple terms, knife pleating is often better for adjustable and controlled folding, while rotary pleating is often better for stable and repeated continuous pleating. The correct choice depends on the filter media and the final filter structure.
No. Knife pleating is useful for controlled adjustment, but rotary pleating can be more suitable when the media, pleat height, and product size stay stable.
No. Rotary pleating can also be used for HVAC filters, cabin filters, and other products with stable media and repeated pleat patterns.
Knife pleating is often more practical when the activated carbon layer makes the media thicker or when different vehicle models require frequent size adjustment.
Test media feeding, tension stability, pleat height, fold rebound, cutting result, bonding effect, and whether the pleated pack fits the later frame, cartridge, or end-cap process.
If there are still questions about knife pleating, rotary pleating, filter media behavior, or pleating process selection, MOER Machinery can provide further technical explanation based on specific filter products and production processes.
MOER Machinery focuses on filter making machine solutions for HEPA filters, HVAC filters, cabin filters, PU air filters, truck air filters, spin-on oil filters, hydraulic filters, high flow filter cartridges, pocket filters, and other industrial filter products.
Contact UsPrevious: What Is a Mini Pleat HEPA Filter?

Pleating Height: 100–400 mm
Pleating Speed: 0–200 pleats/min
Max. Media Width: 700 mm
Max. Product Width: ≤650 mm
Production Capability: 25 m/min

Working Width Range: 700–3000 mm
Pleating Height Range: 4–150 mm
Pleating Speed: Up to 400 pleats/min

Max. Media Pleating Width: 1300 mm
Pleat Depth Range: 25–300 mm
Maximum Pleating Speed: 8–10 m/min
Hot Melt Nozzle Pitch: 25.4 mm
Online Slitting Cutters: 5 pcs

Max. Media Pleating Width: 700 mm
Pleat Depth Range: 16–100 mm
Maximum Pleating Speed: 8–10 m/min
Hot Melt Nozzle Pitch: 25.4 mm
Online Slitting Cutters: 5 pcs

Quick response within 24 hours

Expert advice tailored to your needs

End-to-end support for your success